




62
17 июля 2026

Материал подготовлен Содиковым Исмоилом, инженером инновационно-технологического центра "Современные технологии переработки биоресурсов Севера".
Если вы нашли неточности в переводе, свяжитесь, пожалуйста, с Исмоилом. Вы можете написать Исмоилу, какие темы в области ЦБП вам интересны, и мы о них напишем. С Исмоилом можно связаться по телеграмму.

Если у вас есть интересные материалы и наработки, которыми вы хотели бы поделиться с коллегами, мы с радостью их опубликуем. Также мы ищем редакторов направлений Целлюлоза, Лайнеры, Другие картоны (специальные виды картонов). Если бы вы хотели писать и редактировать статьи на технические темы, свяжитесь с Ириной Летягиной.
В последние годы все чаще используются различные методы для анализа свойств волокнистых материалов с учетом их свойств при обработке и поведении при эксплуатации. К ним относятся методы, основанные на конечных элементах, а также методы с использованием автоматизированного машинного обучения с применением искусственного интеллекта. Эти методы позволяют учитывать воздействия на материалы и делать выводы для разработки более эффективных процессов и продукции. Таким образом, можно сократить время разработки и эффективно внедрять инновации. В следующем разделе представлено несколько недавних исследований в области обработки и использования бумаги, проведенных в рамках работы Papiertechnische Stiftung.
Гибкость шестиугольных сотовых сердечников и производство двукриволинейныхсотовых формованных частей
Использование принципов легкости конструкций в мобильности сектора позволяет экономно использовать ресурсы и увеличивает возможность повторного использования материалов. Для этого необходимо правильно выбирать материалы и генерировать структуры, а также использовать энергию для движения во время переработки и переработки, например, с помощью труб. Легкие компоненты также имеют лучшую проводимость тепла, что облегчает теплоизоляцию, а также влияет на процесс гибкости и поддержки компонентов. В комбинации с сотовой конструкцией с возможностью усиления создаются легкие структуры с внутренней поддержкой. Таким образом, проект "Za WaFo" в рамках исследований ZIM R&D совместно с проектом, направленным на использование многоуровневых конструктивных элементов из алюминиевых FlexCore, стал основой для технологической реализации сотовых конструкций.
|
Рисунок 1. Гибкий элемент с алюминиевой сотовой сердцевиной. |
Для этого использовались предварительные исследования с помощью симуляции и различных вариантов, чтобы собрать данные для разработки процессов и механического проектирования.
Важным вопросом является оценка влияния процессов формования на уже завершенные изделия. В процессе оказалось, что сотовые сердечники часто чрезмерно растягиваются, когда в процессе формования происходит перераспределение материалов. Полученная информация о поведении рабочего элемента может быть использована для оптимизации процесса и предотвращения таких дефектов, как местное разрушение материала. Также важным аспектом является геометрия рабочей поверхности, которая должна быть оптимизирована, чтобы обеспечить безопасное закрепление материала и уменьшить длину дефектных участков. Таким образом, на протяжении этого исследования особое внимание уделялось предотвращению чрезмерного растяжения и повреждения материала.
|
Рисунок 2. Одинарная и двойная изогнутая сотовидная формованная деталь |
Предсказание формуемости упаковочной бумаги при глубоком вытягивании и гидроформировании
Геометрия упаковки является одним из наиболее важных факторов, определяющих процесс, который влияет на качество переработки бумаги. Ранее проведенные исследования показали, что создание моделей, которые могут предсказать поведение упаковочной бумаги при глубоком вытягивании, значительно улучшает возможность предсказания процесса переработки и упаковки, обеспечивая его соответствие определенным критериям.
Кроме того, работа с переработкой упаковочных материалов в новых областях, таких как 3D-формование и гидроформирование, значительно повысила эффективность этих процессов и их применение для создания различных изделий.
|
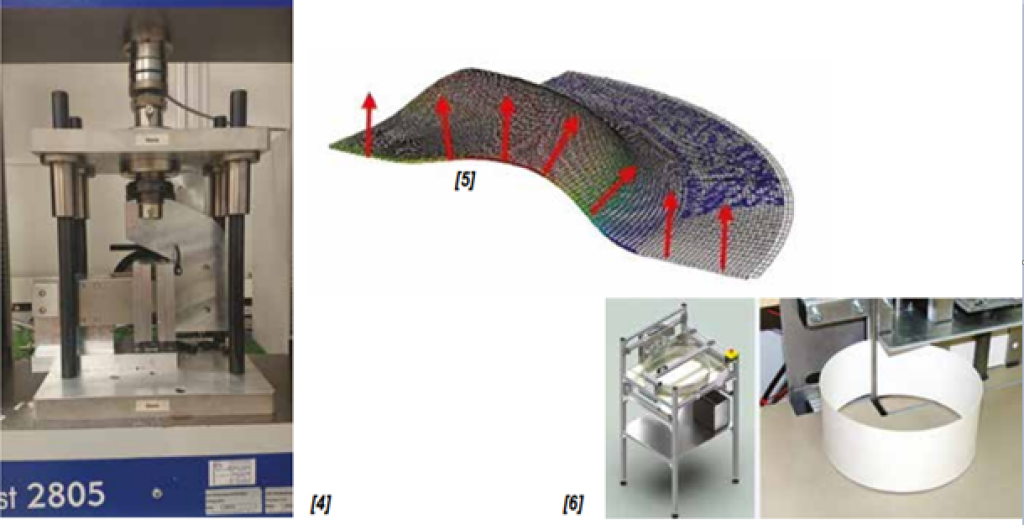
Рисунок 3. Симуляция процесса формирования гибкого сотового сердечника. |
|
Рисунок 4: Испытание на сдвиг вне плоскости для определения сдвигового модуля и прочности сдвига через толщину материала.
|
Кроме того, были проведены тестовые сценарии и испытания (например, условия процесса), которые предоставляют информацию о возможностях формования материалов. Параметры качества, согласованные с отраслью, использовались для оценки процесса формования. Этот процесс можно разделить на несколько категорий, которые влияют друг на друга. Примером этого глубинного процесса является вопрос степени глубины (глубины вытягивания) в результате количества складок (рис. 7). В гидроформовании внимание уделяется в первую очередь заполнению формы материалом в двух пространственных направлениях MD и CD.
Для прогнозирования комбинации входных и выходных переменных использовалась методология для различных процессов 3D-формования, например, глубокого вытягивания и гидроформования. Процесс гидроформования был стандартизирован так, чтобы полученная модель характеризовала параметры материала при формовании, с оценкой на основе сочетания теоретических материалов, таких как механическая прочность, а также качества материала. Статистическая корреляция показала, что в некоторых случаях существует высокая зависимость между параметрами материала и качеством формования. Это особенно важно для улучшения эффективности.
|
Рисунок 7. Разные результаты глубокого вытягивания в зависимости от степени деформации и количества складок из-за использования различных материалов. |
Научно обоснованные предсказания поведения бумаги при формировании гофрированного картона
Функциональность упаковки из гофрированного картона зависит от большого числа факторов, таких как жесткость краев и их сопротивление изгибу. Эти аспекты должны быть учтены, такие как идеальная поверхность, прочностные характеристики и другие характеристики, определяющие поведение материала при сгибании.
Промышленность имеет все необходимые знания о поведении гофрированного картона с учетом увеличения спроса на высококачественные гофрированные материалы. Низкокачественное производство ведет к большому количеству отклонений в процессе, что приводит к отходам.
|
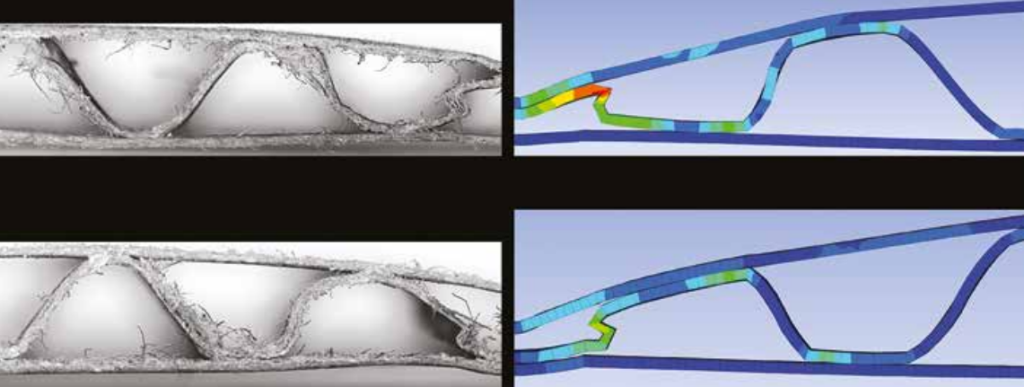
Рисунок 8. Высококачественное изображение (слева) и FEM модель (справа) горного (вверху справа) и долинного (внизу справа) желобов гофрированного картона. |
На фоне текущих достижений в области технологий, исследований и разработки существовал дефицит комплексного и системного подхода к взаимодействию и явлениям, происходящим в процессе формирования желобов. Основной целью было исследование влияния свойств материала на поведение при формовании картона, включая формовочные условия, инструменты и параметры формирования желобов. Доступные данные, полученные из исследований формирования картона, могут быть использованы для исследования параметров, которые не могли быть исследованы до этого.
Результаты исследовательского проекта включают в себя разработку модели для отображения корреляций между свойствами материалов, применяемых для гофрированного картона, и поведением при формовании (например, для гофрированного картона и бумаги). На основе полученных данных можно было бы создать более точные предсказания для качества материала и предотвращения дефектов в процессе производства.
Симуляция, основанная на методах конечных элементов, имеет важное значение для предсказания поведения гофрированного картона. Это позволяет моделировать степень податливости материала в зависимости от индивидуальных характеристик материала. Начальные данные для модели были получены на основе полученной информации.
С помощью модели, представленной на рисунке 8, теперь возможно более точно предсказывать поведение материала и исследовать параметры, такие как местоположение желоба, который создается на основе паковки и выгрузки материала. В дальнейшем планируется расширить использование анализа конечных элементов для исследования других факторов, таких как выбор различных типов желобов.
Выводы, полученные в ходе исследования, могут быть использованы для улучшения технологии производства гофрированного картона. Модели конечных элементов, основанные на индивидуальных характеристиках материала, позволяют предсказать параметры сгибания в производственном процессе.










